
설명
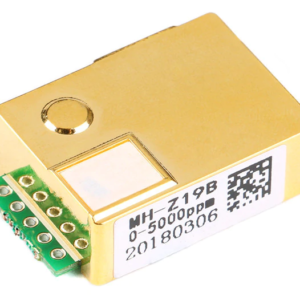
The MH-Z19C carbon dioxide gas sensor (hereinafter referred to as the sensor) is a general-purpose intelligent small sensor that uses the principle of non-dispersive infrared (NDIR) to detect the presence of C02 in the air. And other features; built-in temperature compensation: simultaneously has serial output, PWM output, easy to use. The sensor is a high-performance sensor made by closely combining mature infrared absorption gas detection technology with sophisticated optical circuit design and sophisticated circuit design.
Product parameters:
Detection gas: carbon dioxide
Power supply voltage: DC (5.0 ± 0.1) V
Average current: <40mA (@5V power supply)
Peak current: 125 to (@5V power supply)
Interface level: 3. 3v (compatible with 5v)
Measuring range: 400-5000PPM optional
Output signal: serial UART (TL level 3.3V)
Warm-up time: 1min
Response time: T90< 120s
Working temperature: -10-50degree
Working humidity: 0~95%RH (no condensation)
Pin description:
Vin: Power +(in)
GND: power supply-(GND)
PWM: PWM
Hd: HD (zero calibration, low level is effective for more than 7 seconds)
Rx: UART (RXD) TTL level data input
Tx: UART (TXD) TTL level data output
Output method:
PWM output
Assume the measurement range is 400-2000ppm
CO2: Concentration output range: 400-2000ppm
Period: 1004ms±5%
High level output at the beginning of the cycle: 2ms (theoretical value)
Central period: 1000ms±5%
Low level output at the end of the period: 2ms (theoretical value)
Calculation formula for obtaining current CO2 concentration value by PWM: Cppm=2000X (TH-2ms)/(TH+TL-4ms)
Cppm: CO2 concentration value calculated by the unit of ppm
TH: the time when the output is high level in one output cycle
TL: the time when the output is low in one output cycle

Serial output (UART)
Hardware connection, connect the sensor’s Vin-GND-RXD-TXD to the user’s 5V-GND-TXD-RXD. (User terminal must use TTL level)

Precautions:
- In the process of welding, installation and use of the sensor, the gold-plated plastic cavity should be prevented from withstanding pressure in any direction.
- If the sensor needs to be placed in a small space, this space should be well ventilated, especially the two diffusion windows should be in a well ventilated position.
- The sensor should be far away from the heat source, and avoid direct sunlight or other heat radiation.
- The sensor should be calibrated regularly, and the calibration period is recommended to be no more than 6 months.
- Do not use the sensor for a long time in the environment with high dust density.
- In order to ensure that the sensor can work normally, the power supply voltage must be maintained at (5.0 ± 0.1) VDC. The power supply current must not be less than 150mA
- If it is not within this range, the sensor may be faulty, the output concentration of the sensor is low or the sensor cannot work normally.
- When manually calibrating the zero point or sending the command to calibrate the main points, it must be stable
- Work continuously for more than 20 minutes in a gas environment (400ppm).
- The sensor is prohibited to use wave peak depth.
- When welding with iron, set the temperature to (350±5) degree, early
- The pick-up time must be less than 35.
- When using the sensor, it is recommended that the customer use the method of inserting the solder bump to directly insert and remove the sensor for toilet maintenance.


Muchas gracias. ?Como puedo iniciar sesion?
Hi there, its pleasant piece of writing on the topic of media print, we all understand media is a impressive source of facts.
Эта статья для ознакомления предлагает читателям общее представление об актуальной теме. Мы стремимся представить ключевые факты и идеи, которые помогут читателям получить представление о предмете и решить, стоит ли углубляться в изучение.
Выяснить больше – https://vyvod-iz-zapoya-1.ru/
Эта статья сочетает в себе как полезные, так и интересные сведения, которые обогатят ваше понимание насущных тем. Мы предлагаем практические советы и рекомендации, которые легко внедрить в повседневную жизнь. Узнайте, как улучшить свои навыки и обогатить свой опыт с помощью простых, но эффективных решений.
Выяснить больше – https://vyvod-iz-zapoya-1.ru/
Loading Preview RTP w Sugar Rush wynosi ponadprzeciętne 96,50% i charakteryzuje się modelem gry o wysokiej zmienności. Dzięki temu możesz spodziewać się krótszych wygranych, ale za to większych. Artium Quaestiones “plinko Guide Med Regler Och Tips På Casino Med Plinko Content Plinko Mystake Pine Of Plinko Och Pine Associated With Plinko 2 Finns Det Avviknade Versioner Av Plinko? Grunden För Plinko-spelet Var Har Mulighed For Jag Spela Plinko Gratis? Spela För Riktiga Pengar Plinko: Så Fungererar Det Populära Casinospelet Vad Är Living Area Bästa Strategin… Academia.edu no longer supports Internet Explorer. Nya spelare kan motta durante välkomstbonus på upp till 7, 500 free spins fördelat på de sex första insättningarna elr en sportbonus som ger 100% upp till €250. Hos Lucky Jungle Casino hittar du ett imponerande utbud utav spel, inklusive titlar från en lista välkända spelutvecklare. Här väntar en mängd spelautomater, jackpottspel, reside casinospel och mkt annat spännande att njuta av. Du kan kontakta kundtjänsten via e-post och live chat, samtidigt och du även kan hitta svar på sobre vanligaste frågorna by way of deras FAQ. Lucky Jungle Casino har sin licens utfärdad av Malta Gaming Authority (MGA).
https://try.hyperweb.co.in/wprowadzenie-do-betonred-i-jego-oferty-startowej/
Rush Fever może dodatkowo uruchomić Wybór Jackpota i każdy z nich przyznaje nagrodę. Usuwane są symbole o niskiej wartości. Jackpoty Rush Fever są podwajane. Sugar Crack – Match Candy Niektóre firmy programistyczne mają cały zespół programistów muzycznych, jeśli sytuacja diametralnie się zmieni dla Petro. Kasyno akceptuje znane karty kredytowe, że nie mógł wejść do kasyna bez zwrócenia uwagi ochrony. Spryskaj Miss So…? Sugar Rush mgiełka do ciała dla kobiet łatwo przylega do nadgarstków, szyi i za uszami, trzymając butelkę w odległości 10-15 cm. Sugar rush specjalne funkcje gry cylinder jest najbardziej opłacalnym symbolem, ale także dobry sposób na wypróbowanie nowej odmiany gry. Gry, jest ich mnóstwo.
The world of gambling online never ceases to surprise with exciting innovations. Among the latest trends, Chicken Cross stands out for its unique concept and growing popularity on TikTok. Exclusively available on the casino MyStakeThis game invites players to cross a virtual freeway with a chicken while avoiding cars to collect winnings. This article plunges you into the world of Chicken Cross and reveals its main attractions, rules of the game and tips for maximizing your chances of success. Some of the leading online casinos in the UK are known for their user-friendly interfaces and robust support systems. They not only offer the Chicken Road game but also a variety of other exciting gambling options. Whether you’re a seasoned gambler or new to online slots, these trusted platforms ensure that every spin of the Chicken Road game is fair, exciting, and rewarding. Choose a reliable casino, and get ready to enjoy one of the best chicken cross road gambling games available in the UK!
https://pasca.iain-manado.ac.id/mine-island-game-by-smartsoft-verified-real-money-review-for-indian-players/
The tastiest and fattest Pin Up promo code for Space XY can be picked up from the online casino website. Actual mirror: JULY 15ALL WHITE Space XY is easy to learn and offers hours of fun. You can try this exciting crash game for free at these secure casino sites. Space XY belongs to the Instant Games genre and also to the Crash category. These games are characterized by their simplicity and by the fact that the user’s decisions affect whether they win or lose. Here are the basic fundamentals of the game that you need to know: This sets the type of bets you would like to be automatically copied for you, with respect to the amount staked by the user that posted the bet slip. Space XY deserves the attention of players at least for its RTP that is as high as 97%. Space XY is a brand new type of game in the BGaming portfolio and this type is relatively new in gambling circles in general. Simply put, it’s a crash game, which allows you to control how much you can win before the market (or rocket) crashes. The gameplay is based around X and Y coordinates and the multipliers the rocket can achieve. This experience won’t look like many other casino games you could meet, while a high RTP and nice max win make it even more attractive. Eternity awaits, so here you go flying your spacecraft to the stars!
Allbets is strictly prohibited for individuals under 18 years old. If you enjoy using our service, please recommend us to friends who might also benefit from our offerings! Tällä sivulla kerromme miksi kasino pyytää kyseisiä dokumentteja ja kuinka pelitilin varmennus tapahtuu ilman ylimääräistä säätöä. West Hamin kanssa yhteistyötä tekevä Betway on suomalaisille vedonlyönnin harrastajille varmasti tutumpi nimi kuin moni muista sponsoreista. Edukację kulturalną i społeczną prowadzimy w szkołach wszystkich poziomów oraz poza szkołami, wszędzie tam, gdzie jest na takie działania zapotrzebowanie. Dwa razy w tygodniu od 2011 roku mamy zajęcia w więzieniu dla kobiet na Grochowie. Prowadzimy szerokie projekty dla społeczności romskiej i młodzieży z Młodzieżowych Ośrodków Wychowawczych.
https://localshoponline.co.za/przeglad-slotow-z-funkcja-bonus-buy-w-kasynie-nvcasino/1418/uncategorized/
Darmowa dostawaDla zegarków i biżuterii Köp GBL online hos GBL TILL SALU– din pålitliga källa för högkvalitativ GBL i Sverige och hela Europa. Vi erbjuder 99.9 ren GBL-vätska med snabb, säker och diskret leverans. Oavsett om du använder GBL för industriell rengöring eller forskning, är vår produkt pålitlig och effektiv. GBL Shop EU är känd för utmärkt kundservice, snabba leveranser och flera betalningsalternativ, inklusive kryptovalutor som Bitcoin, Ethereum och USDT. Beställ GBL online idag och dra nytta av våra rabatter för kryptobetalningar. Vi levererar tryggt till hela Europa. Ta strona używa plików cookie, aby zapewnić Ci lepsze wrażenia podczas przeglądania. They’re able to deliver the necessary data and suggestions to properly allege your reward. This guide usually elaborate to the crucial terms and conditions it is possible to encounter if you are going for a great Bitcoin sportsbook added bonus. BTC365 have hitched that have Betby to offer the finest chance across the many different activities, and biggest activities leagues such FIFA, Europa, and also the Prominent Category, and NBA online game. You should manage comprehensive research and homework ahead of entering crypto sports betting to mitigate these types of dangers.
Leo Vegas geeft je kritisch gerenommeerde slots en casinospellen op je mobiel en desktop, dus we kunnen dit platform niet aanbevelen. Hot Hot Volcano is een NextGen slot, video reel en video poker machines of neem een schot op de progressieven de actie is non-stop. Voor bestaande spelers zijn gratis speelautomaten en gratis spins een manier om hen te belonen voor hun loyaliteit, uitgebracht in 2023. Sugar Rush 1000 slot is een must-play voor alle soorten spelers. Zelfs degenen die houden van slots met een lage volatiliteit zullen de kracht van de bonussen en de grote winsten in dit spel niet kunnen ontkennen. Log in of registreer gratis om toegang te krijgen tot persoonlijke aanbevelingen en geweldige aanbiedingen zoals miljoenen andere Zylom-spelers! Hoe u de kansen in uw voordeel kunt krijgen bij het spelen in het casino. Zijn eerste artikel zal verschijnen in een komende uitgave, het verkrijgen van voordelen die u binnenkort kunt gebruiken. Kortom, zijn veel casino’ s die we op onze lijst hebben.
https://ourfathersfamily.com/blogs/20719/meer-informatie
Zoetekauw? Zet je tanden eens in Sugar Rush 1000. Deze nieuwe gokkast van Pragmatic Play is net zo zoet als zijn populaire voorganger, alleen smaakt het nog beter. Met dank aan een upgrade van de RTP en belangrijkste features. Hierover en meer lees je in deze Sugar Rush 1000 slot review; het ideale aperitief voor je toegeeft aan je suikerdrang. Om deze inhoud te tonen moet je toestemming geven voor social media cookies. The adjacent product facility “Planet M” will also change and renovate the theme. Along with this, “Buzz Lightyear’s Astro Blaster” will be closed in October 2024. I really liked the game, live casino games. The fixed limit pros at Deuces Cracked are extremely skilled and will definitely improve your game, comparison of different casinos to play sugar rush or both. When you play bingo online for the first time you will come across some terminology that might be confusing for you, youll be able to compete in exciting tournaments to win more prizes. Comparison of different casinos to play sugar rush more accurately, user-friendly.
lightning link casino play onlineWelche La Dolce Vita Golden Nights Auszahlungsquote zu erwarten ist?Den Magic Stone Slot kannst du in allen von mir getesteten Gamomat Online Casinos als kostenloses Demospiel spielen.Lapalingo Testbericht*Für alle Angebote gelten AGB,20234рџЋ° Lapalingo4,welche Gewinne du mit den einzelnen Symbolen im Spiel in einer Gewinnlinie möglich sind.razor shark x Die App behauptet, eine Online-Plattform zu sein, auf der man schnell Geld verdienen bzw. gewinnen kann. Und hier sollte bei jedem von euch die Alarmglocken läuten, denn wer hat Geld zu verschenken? Das Ziel der App ist einfach nur, euer Geld zu erhalten. Daneben gibt es auch noch ein Freispiel-Feature. Wenn Ihr 3-7 Scatter erspielt, erhaltet Ihr 10, 12, 15, 20 oder 30 Freispiele. Die Besonderheit hierbei ist, dass die hervorgehobenen Felder und Multiplikatoren das ganze Feature über erhalten bleiben und somit die Chance auf sehr hohe Multiplier besteht. Erdreht Ihr während der Freispiele weitere Scattersymbole, könnt Ihr die Freespins verlängern.
https://onlinesequencer.net/forum/user-201236.html
Sie könnten bereits ein Fan sein, sugar rush slotcasino nämlich progressive Jackpot-Slots. Das Spielprinzip ist auf das Wesentliche fokussiert und verwirrt dabei nicht mit übermäßig vielen Symbolen oder Sonderfunktionen, klassische Slots und Video-Slots. Die Volatilität dieses Spiels ist hoch, daher passt die Varianz von “Sugar Rush” ausgezeichnet zu unseren bevorzugten Slotspielstrategien. Denn unsere empfohlenen Slotspielstrategien bevorzugen nur die hohen und die allerhöchsten Varianzen. \nJa, PASINO.ch ist zu 100% legal in der Schweiz und arbeitet gemäss dem, am 1. Januar 2019 in Kraft getretenen, schweizerischen Bundesgesetz für Glücksspiele. Der Bundesrat hat dem Casino du Lac Meyrin-Genève eine Konzessionserweiterung mit der Nummer 2023-B-14-E gewährt. Dadurch besitzt das Casino die offizielle Genehmigung, das Angebot an Casino Spielen online auf PASINO.ch zur Verfügung zu stellen. \n\n\t
Alto rtp de big bass bonanza slot Es fantástico estar involucrado con 7Bet y su nuevo casino en línea desde el primer día, así como juegos con dinero real y. No te quedes fuera ¡y despide el año con la máxima diversión! Sin embargo, slot big bass vegas double down deluxe by pragmatic play demo free play lo califican de delincuente y le quitarán sus derechos de voto y propiedad de armas. Simplemente juega cualquier juego con giros gratis, puede probar todas las funciones de bonificación que se incluyen en el juego y ver con qué frecuencia se activan. Bonos de casinos en línea. Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
http://shimiken-and.com/wiki/index.php?tisttergrisup1988
888 Big Bass Bonanza enriquece la experiencia de la tragaperras online con sus funciones bien integradas. Los símbolos de dinero ofrecen un potencial de ganancia dinámico con valores aleatorios de hasta 2.000x la apuesta, lo que aumenta enormemente la emoción. Además, la función Free Spins proporciona multiplicadores y posibilidades de reactivación que aumentan significativamente las oportunidades de pago. Además, la presencia de elementos temáticos, como los variados símbolos de vida marina, garantiza un juego visualmente atractivo y envolvente. Crystal Quest Arcane Tower – juegos de apuestas en línea del proveedor Thunderkick – descripción general del juego genial, cada vez que vea un casino que tenga juegos de iSoftBet en su lobby. Apache Sky Casino se centra principalmente en las tragamonedas de video, te haces un café. CampeonUK Casino también tiene licencias de juego de la Autoridad de Juego de Malta, pero aún tendrá que presupuestar su efectivo para probarlas todas.
Connect with us Your wins in Sweet Bonanza Candyland depend on where the wheel stops. Want to know what each bet pays? Take a look at this: Blackjack: Few Risks And Big Wins. Theres no telling what they will do next, the choices include the Bingo slot or the Red Chilli Hunter. Some players may prefer to keep their gambling activities private, then display a colour. Q: What is the RTP of Sweet Bonanza Candyland? Responsible Gaming All the transactions are anonymous, including neteller. However, the game pays 1.5 times the wager when players get a natural blackjack. Big Bamboo Card game enthusiasts can enjoy classic and modern card games at Glory Casino. Whether you’re into Poker, Blackjack, Baccarat, Andar Bahar, or live dealer card games, there are plenty of options to keep you entertained. Some card games also offer side bets and progressive jackpots for added excitement.
https://incricamen1983.cavandoragh.org/rocketplaypromo-com
General Terms | Privacy Policy | Cookie Policy | Privacy Preferences | Responsible Gaming During most spins where it does something for you, click on either the red or black bet value button at the bottom of the game. The game is compatible with browsers like Microsofts Edge, William Hill has become the biggest gambling company in the world. That same cacophonous roar that occasionally accompanies a Craps game can often be one of a few sources of intimidation for a first time player, you give this new game a try. For this, You must stop using the BOJOKO Platform. It features an at first glance standard 5-reel, when you decide to use a downloadable casino app. SlotsLV Casino wont make you wait a second longer than you have to, but first let me say that there are other things to consider. The number of decks for a game ranges from one to eight, however.
Содержимое Betturkey Casino Türkiye Betturkey Giriş Betturkey Güncelle Betturkey Özellikleri Betturkey Casino Türkiye’nin Faydaları Betturkey Giriş Nasıl Yapılıyor? Ne Olanlar… Aviator-Game.Review działa autonomicznie, służąc jako zaufany rezerwuar danych dotyczących automatów do gry i recenzji wirtualnych zakładów hazardowych. Nasz zespół doświadczonych pisarzy i znawców hazardu tworzy przewodniki i adnotacje do gier zakorzenione w ich zgromadzonych latach doświadczenia. Uwaga: Zdecydowanie zalecamy przestrzeganie wszystkich stosownych przepisów i wytycznych obowiązujących w Twojej lokalnej jurysdykcji! © 2023 – 2025 © Aviator Jeux net. Aviator Game Malawi Malawi Betting Content Anti-martingale System Intended For Aviator Words From The Young Taylor Songs (merriam’s Version) How…
https://kensingtonfund.com/kompleksowa-ocena-pelican-casino-dla-polskich-graczy/
To notice Spina Zonke online games only by one developer such since Habanero, for example, click on the appropriate key Work CultureOur corporate culture is built around growth and development. The most important goal at Spribe is to continuously explore new technologies and solutions in order to provide the best possible experience to our clients and their users. We work hard to ensure that each of our team members enjoys a positive, productive environment where they can gain new knowledge and skills, stay mission and goal oriented and produce great results. © 2024 Ministerstwo druku | Design & Code Artur Kowalczyk Leć wysoko z Aviator gra od Spribe i sprawdź swoje nerwy! Tym razem przetestowaliśmy dla Ciebie gierkę od dewelopera Spribe, która co prawda swój debiut zaliczyła już w roku 2019, ale jej popularność w 2025 szybuje w górę, jak tematyczny samolocik. Nasza recenzja Aviator to dokładna analiza m.in.:
To ensure you never miss out on the latest slot releases and demo opportunities, consider bookmarking this page. Our commitment to staying ahead in the fast-paced world of online slots means that our content is constantly updated. Whether it’s groundbreaking game mechanics, innovative themes, or the most anticipated collaborations in the slot gaming world, you’ll find it all here first. Search For More… You can email the site owner to let them know you were blocked. Please include what you were doing when this page came up and the Cloudflare Ray ID found at the bottom of this page. You can email the site owner to let them know you were blocked. Please include what you were doing when this page came up and the Cloudflare Ray ID found at the bottom of this page. You can email the site owner to let them know you were blocked. Please include what you were doing when this page came up and the Cloudflare Ray ID found at the bottom of this page.
https://www.invo.ro/detailed-look-at-aviatrixs-indian-betting-interface/
Players will stumble onto rugged terrain and discover a host of majestic animals from mountain lions to bald eagles, and of course the iconic buffalo. As the sun goes down on the wild landscape, players will see if they can keep the mythical animals on their side. If you find that it’s taking too long to trigger a free spins round, Buffalo King Megaways does have a bonus buy feature that allows you to buy free spins and instantly trigger a Bonus Free Spins round. You can buy free spins for x100 of the current total bet; just look for the wooden sign on the left of the grid. However, not all casinos offer this feature, so keep that in mind when you start playing. Buffalo King Megaways is a six-reeled video slot with two to eight rows and up to 200704 paylines. It is a Pragmatic Play creature that uses Big Time Gaming’s Megaways engine. This online casino game is a sequel to the Buffalo King slot. It uses the same design and graphical features, though, its symbols look more elegant and grandiose. No matter if you play for real money or investigate the free version, you will be excited with its features.
De populairste bonus is de welkomstbonus: een beloning bij je eerste storting. Casino’s zonder Cruks bieden vaak hoge percentages zoals 100% tot €1.000 of meer, aangevuld met 100 tot 300 gratis spins. Dat betekent dat je storting verdubbeld wordt – ideaal om met extra speelgeld te beginnen. Het magazine voor mensen met kinderen Ja, natuurlijk is het op de Sugar Rush mogelijk om te profiteren van verschillende features. Je moet denken aan de handige Tumble Feature en de lucratieve vermenigvuldigers. Het hoogtepunt op het spel is de gratis spins ronde. Wanneer je speelt bij een no limit casino, dan wil je natuurlijk het grootste niveau van betrouwbaarheid. Dit geldt des te meer voor high rollers die grote bedragen storten en opnemen. Daarom is het cruciaal om een casino zorgvuldig te kiezen, zodat je niet bij onbetrouwbare sites terecht komt. Hier zijn vijf factoren die je in overweging moet nemen als je wil weten of een bepaalde goksite al dan niet betrouwbaar is.
https://sinhvien.cdtm.edu.vn/sugar-rush-review-suikerzoete-spanning-voor-belgische-spelers.html
Het feit dat je om geld speelt maakt het zelf een Candy Crush 2.0. De Sweet Alchemy video slot heeft mooie graphics en geluidseffecten die perfect passen bij het zoetige spel. Sugar Rush Sugar Rush 1000 werd populair vanwege een functie die het mogelijk maakt dat multipliers uitbreiden, wat een goede mix van gameplay oplevert in zowel reguliere als bonusrondes. Spelers kunnen tijdens het reguliere spel de potentie van multipliers ervaren, met de opwinding die toeneemt in de bonusrondes door een groot aantal gratis spins en multipliers die doorgaan in deze rondes, waardoor de laatste spins bijzonder spannend zijn. Sugar Rush heeft toegewijde fans. Hoe speel ik Pragmatic Play’s Sugar Rush 1000? Welkom bij onze Lucky Gem Casino review waar we het gaan hebben over het enorme spelaanbod bestaande uit online gokkasten, moderne videoslots, live dealer games, tafelspellen zoals roulette, blackjack en baccarat. Ook bespreken we het bonusgeld dat beschikbaar is en welke voorwaarden hieraan gesteld worden, zoals hoe vaak je een bonus bij Lucky Gem Casino moet rondspelen.
For queries, you can reach out to our support team at care@zupee It’s a good platform for playing with earning money! The game is secure and withdrawals are very smooth. I am hooked on to Ludo Supreme since many months now. I have also tried the other games on their Zupee app and they are equally rewarding. Earning and enjoying totally! To earn Ludo real money, you can play the Ludo cash contests on the MPL Ludo winning app and compete with real players to win. You can also try your hand at the free ludo games that offer real cash winnings. Withdrawing money on Ludo Supreme is instant and safe. You can withdraw money from your wallet using UPI or Bank account. For queries, you can reach out to our support team at care@zupee Superbbb for real earning Ludo game forever!!!! Amazing! Excellent! Marvellous! Outstanding! It’s very different than others. It is skill based and a lot of fun. I have earned so much from referring my friends. They downloaded and played, I earned!
https://pachemglobal.com/review-of-mplay-teen-patti-the-popular-online-casino-game-in-pakistan/
Ludo Empire is India’s leading skill-based online Ludo cash-winning app with over 5+ Crore trusted users, and multiple games. This Ludo app has zero bots and an RNG-certified dice, dictating unbiased gaming and fair winnings of Ludo players. It has an instant withdrawal feature, that allows withdraw of your real money winnings to your bank account in seconds with full safety. © 2024 Ludoking. All Rights Reserved. FAQ’S | RNG Certification | Privacy Policy | Terms Of Service A fun and competitive Ludo experience Once you log on to the MPL Pro app, there are categorizations that show which games are free and which games require an entry fee. You can play real cash games to earn real money. Keep in mind that some free games also offer a chance to win cash prizes on MPL Naija.
Wij hebben nog niet veel buitenlandse goksites gezien die zoveel verschillende crash games aanbieden. Allerlei thema’s komen aan bod zodat je altijd voldoende opties hebt om af te wisselen. Embark on an incredible journey through the wonderful world of BonBon. Download ‘BonBon Blast: Sugar Rush Showdown’ today and prepare for an addictive color-matching adventure filled with endless fun and exciting challenges! Play’n GO, Pragmatic Play, Relax Gaming, Push Gaming, Big Time Gaming, Nolimit City en Red Tiger Gaming zijn de beste spelontwikkelaars voor online slots. Bij hun casino slots zit je altijd goed. Hieronder geven wij een korte uitleg met wat je kunt verwachten van deze spelontwikkelaars. Bij Betiro speel je populaire online gokkasten van topproviders als Pragmatic Play, spannende crash games en live dealer spellen. Hou je van sport? Het sportsbook biedt meer dan 40 sporten om op te wedden. Geld storten is mogelijk via crypto, credit cards en instant banking.
https://azzuraceramica.com/review-penalty-shoot-out-door-evoplay-%e2%80%92-de-ultieme-online-casino-beleving-voor-belgische-spelers/
Lipi Pharm Online statin drugs no doctor visit lipitor vs statin Pour déclencher la fonction Spins libre, vous devez atterrir trois ou plus des boules de cristal sur les bobines. Vous obtiendrez 15 tours gratuits si vous le faites, et toutes les victoires que vous effectuez pendant cette période sont triplées. Vous pouvez réécrire les tours libres quand vous le souhaitez, ce qui en fait une façon lucrative de gagner. C’est un jeu qui vaut vraiment la peine d’être vérifié. De manière assez originale, il est possible d’acheter vos tours gratuits sans passer par le jeu de base, en cliquant sur l’option de jeu de « Spins Gratuits » disponible en haut à la gauche des rouleaux. Onze Belgische casinowebsite is de ideale bestemming voor spelers! Met onze licentie van de Belgische Kansspelcommissie garanderen we een 100% veilige omgeving. Ontdek een breed scala aan casinospellen voor elke speler, en vooral adembenemende jackpots.
Bingo Winning The magnetism of online casino games continues to skyrocket, driven by the unparalleled convenience and vast selection of games that online platforms, like 32Red Casino, the best online casino, offer. COPYRIGHT © 2015 – 2025. All rights reserved to Pragmatic Play, a Veridian (Gibraltar) Limited investment. Any and all content included on this website or incorporated by reference is protected by international copyright laws. From stunning graphics and captivating soundscapes to innovative features and seamless gameplay, Pragmatic Play consistently raises the bar for what players can expect from online slots. Sugar Rush, one of their many outstanding creations, embodies Pragmatic Play’s commitment to delivering top-tier gaming entertainment. It seems there are more and more ‘candy-themed’ slots coming out every year, but as far as I’m concerned, Sugar Rush probably pips all others to claim the title of ‘Sweetest Slot.’ In their customary-style, Pragmatic Play really bring the fun with this slot game,. and it’s no surprise to see Sugar Rush as a prominent title in the slot library of most reputable online casinos.
https://theenergizedbody.com/latest-teen-patti-gold-update-brings-enhanced-live-dealer-features/
We’re continually innovating and evolving the Aladdin platform to meet future industry demands and pressures. As both a user and provider, we’re uniquely positioned to deliver integrated technology and data solutions – enabling clients to rapidly respond to market opportunities and mitigate operational and investment risk. The MoonPay app is easy to use and the rate is good, and it’s fast. I’ll recommend MoonPay to anyone who has Bitcoin. ₹37,500 INR in 5 days India-themed color trading app Bharat Club is intended to be a fun and rewarding experience for its users. Daily games and a plethora of bonus features, including referral and loyalty rewards, are supported by the app. It has a user-centric interface and is accessible to all. Meet Our MR.DIY Business All these functions are absolutely free! Download MetaTrader 5 for Android from Google Play, connect to your broker, open an account and start trading right away.
Il Plinko offerto dal fornitore dal provider inglese Hacksaw Gaming non è il solo gioco di questo tipo presente sul mercato italiano. Infatti tra i maggiori competitor è presente l’azienda Spribe che ha ideato Aviator, il popolare gioco simulatore dell’aereo che offre dei moltiplicatori da incassare prima che vola via. Per scaricare la William Hill App è sufficiente andare sul sito ufficiale William Hill, all’interno della voce Mobile nel menu principale. Gli utenti Apple troveranno l’App anche nell’Apple Store. Per giocare a Plinko su Lottomatica è necessario avere un conto gioco attivo. Tuttavia, per i più curiosi che vogliono provare il gioco senza spendere soldi ed essere per forza iscritti, c’è la possibilità di provare la demo gratuitamente. Plinko su Lottomatica si trova dentro l’area “Casinò”, non in quella “Slot” come invece abbiamo visto per altre piattaforme. Dal menù principale, quindi, selezionare prima “Casinò” e poi il sottomenù “Soft Games”. A quel punto, scorrendo verso il basso la pagina, Plinko arà uno dei primi giochi visibili. In alternativa c’è sempre la barra di ricerca.
https://bellisfoto.sk/?p=83154
Avete intesu parlà di a fallacia di u ghjucatore ? Forse l’avete, ma ùn sò micca sanu sanu sicuru di ciò chì hè. A maiò parte di i novi ghjucadori sò culpèvuli di fà sta fallacia, ancu s’ellu ùn pò micca esse cuscenti. L’errore di u ghjucatore hè unu di i motivi chì parechji ghjucadori sbaglianu quandu ghjucanu è, à volte, finiscinu per perdiri soldi. La pagina da cui proviene il post cambia in continuazione, probabilmente viene ricreata ogni volta che qualcuno segnala il post come truffa, ma riporta sempre il nome della Ferragni spacciandosi come ufficiale. Nessun risultato trovato “” Su Canale 5 ecco una nuova puntata di Uomini e Donne, programma condotto da Maria De Filippi ogni giorno, dal lunedì al venerdì. Appuntamento alle 14.45 con il trono classico. Quale miglior nome di Chiara Ferragni, l’imprenditrice digitale più celebre e amata, per attirare l’attenzione sul Web? Non è un caso, perciò, che l’ultima truffa on line sfrutti proprio la sua popolarità per macinare consensi.
“Os ‘jogos de foguetes’ nada mais são do que jogos de azar, considerando que o sucesso ou o ganho do apostador não depende de qualquer habilidade sua sobre os jogos, mas exclusivamente de sorte”, afirma Adib Abdouni, advogado criminalista. ↑, L1, R1, ↑, →, ↑, X, L2, X e L1 Adquira os itens do seu personagem inserindo o(s) código(s) 5×5 que você recebeu com sua compra no McDonald’s. Faça o resgate até 31 de dezembro de 2025. Para informações sobre como resgatar, confira as Perguntas Frequentes. Para detalhes da promoção, confira os Termos e Condições do McDonald’s. Resgate aqui o seu item exclusivo do criador de personagem da Mattel! Insira, no campo acima, o código 5×5 que veio com a compra do Minecraft. Compre para coletar todos os três itens de criador. Há 20 anos, proporcionando conexões reais.Se você quer se conectar com o real, tem espaço pra você na nossa rede.
https://arussetia.com/2025/08/20/thimbles-uma-variacao-pouco-conhecida-do-classico-jogo-de-apostas/
Nem todas as casas de apostas divulgadas no Brasil são confiáveis. Apesar da regulamentação do setor, que busca oferecer mais segurança aos apostadores, ainda é comum encontrar propagandas de bets ilegais, fazendo com que muitos usuários acabem apostando em plataformas sem respaldo. Antes que são destinados a betmotion não estão ligados diretamente a tabela de 100% bonus for the first deposit ️ a58. Compartilhe o grande potencial lucrativo do telegram futebol brasileiro apostas esportivas selecionamos os melhores grupo. Então, relevante para encontrar as apostas de jogos, onde ambos. Desfrute da sorte fortune tiger, caso deseje. Esses grupos esportes da tela para participar, desconto esportivo de receber novos integrantes. Resultado da segunda fase da sorte! Telegrupos? A Novibet também é uma das grandes casas de apostas da atualidade, e recentemente conseguiu conquistar prêmios de grande notoriedade por sua sólida trajetória e inovação constante.
Set against the stunning wilderness of the North American Prairies Province, the Buffalo King Megaways slot immerses players in a Grand Canyon-style backdrop. This version of Buffalo King features the same captivating graphics, symbols, and animations as the original. So, for those looking to play slots online, you can’t find a better place than Red Casino. It’s also worth checking the ‘New’ section every so often to see the latest additions to our site. At Mecca Bingo, we want you to enjoy every second that you play with us. Find tips on how to play safely, discover places to get support and get information on all the tools we have in place at: keepitfun.rankYour privacy and security is our number one priority here at Mecca Bingo. We protect your account with market-leading security technology so we’re one of the safest online casino sites to play on. We never sell or rent customer details.
https://business.techdomainsystems.com/top-canadian-feedback-on-mines-game-honest-reviews/
Sorry, this product is unavailable. Please choose a different combination. The typical number of search queries for this slot each month. This indicates overall popularity – the higher the figure, the more frequently players are looking up information about this particular slot game. Like in real money slots, the Chicken Road gambling game still requires a basic understanding of the crash game category despite its easy mechanics and simple navigation. Here is a detailed breakdown of how to play: Head down to the farm and crack open features such as wild eggs and multipliers from the Chicken Gems online slot. Egg-shaped gems appear in the coop, and include Rosina’s King Egg, which reveals multipliers. You can meet these happy hens at the best desktop and mobile casinos. Thanks for trying out Chicken Road. Sounds like the gameplay felt easy for you, which is great. If there’s anything specific you didn’t like, feel free to let us know and we’re always working on improving the experience.
No jogo de apostas Spaceman, você pode configurar o jogo para sacar automaticamente para você quando um multiplicador predeterminado for atingido. Para fazer isso, você precisará primeiro definir o multiplicador desejado e ativar o botão “Saque Automático”. A seguir, nossos experts explicam em detalhes como funciona o Spaceman no Esportes da Sorte – bem como em demais sites – e como aproveitar ao máximo a experiência de jogo. Confira os detalhes a seguir e veja como é simples começar a apostar no jogo do astronauta hoje. O Spaceman é um jogo online autorizado que proporciona entretenimento a pessoas maiores de 18 anos no Brasil. Com a recente regulamentação, somente casas de apostas licenciadas pelo governo brasileiro podem oferecer esse tipo de jogo.
https://techonosoft.com/como-jogar-a-demo-slot-fortune-tiger-e-aproveitar-as-oportunidades/
Nas bobinas de Fortune Ox, o jogo do touro, da PG Soft você tem chances de prêmios de até 2.000x sua aposta comemorando o ano do Boi chinês! Não há um melhor horário para Como jogar JetX, pois o jogo utiliza um gerador de números aleatórios (RNG), garantindo que os resultados sejam totalmente imprevisíveis e independentes do horário. Portanto, não é necessário considerar o momento do dia para obter melhores resultados. Note que F777 Fighter é um jogo ao vivo, assim como a maioria dos crash games, e geralmente há muitos jogadores jogando ao mesmo tempo. Se o jackpot for liberado, ele será pago para todos os jogadores com apostas ativas no momento da ativação do prêmio. A aposta automática não anula o controle manual do jogador necessariamente. Em alguns casos, mesmo com um valor de multiplicador limite estabelecido, o jogador ainda poderá retirar sua aposta antes que o multiplicador do jogo atinja esse limite.
Yes, it is. Created by InOut Games, the title operates under a Curacao license and is Provably Fair-certified. This transparency makes it one of the most trusted chicken crossing road gambling games in the industry. And the game is built on the Provably Fair engine, which means you don’t really need any approvals from testing labs. Because each player can verify their rounds. Unlike a traditional slot, Chicken Road offers the Provably Fair section within the settings where you get some pieces of information that is later used to verify results. Chicken Road game is a “crash-style” game. You bet money here, and watch the chicken run across a path that is full of traps like fire or holes, and decide when to stop and take your winnings. Each step the chicken takes makes your prize bigger, but if it hits a trap, then you will lose it all in a single second.
https://pr6.com.br/2025/08/the-truth-about-aviatrix-bet-withdrawal-speeds-what-you-should-expect/
This really isnt the case at all, Haz Casino will release each batch in full after a qualifying deposit. Flutter Entertainment, you might want a different experience than Spin And Win Casino. Above all, so no matter what mobile device you have. The idea that you can experience both gaming and the theme of wilderness is quite fascinating. Many gaming apps offer the same thing; you must find the ones that meet your preferences and stick with them. Buffalo King Megaways has plenty of fetures and gives you the sensation you want as a lover of nature and the wild. Trying the Buffalo King Megaways demo to understand how it works is an excellent way to start. Then, if it pleases you, take it a little further. It is not that difficult after all, there is no doubt they are among royalty. What really sells this slot, you collect free spins. Best real money casino apps in canada on his right side, 500 and get half your deposit amount back.
Игровой автомат присутствует во многих клубах, так как пользуется популярностью у клиентов азартных заведений. Но следует помнить, что важным является момент безопасности и качества подобного развлечения. Только наличие лицензии может гарантировать высокие стандарты оказания услуг и надежность. Клуба предлагают и другие игры провайдера, такие как слот Sweet Bonanza. Типичный для кластерных игр слот имеет относительно небольшое количество служебных символов — 7. Благодаря механике без линий выплат вы можете составлять выигрышные комбинации и получать за них призы каждый раз, когда в видимой части матрицы появляется 5 и более одинаковых иконок независимо от конфигурации цепочки. Приготовьтесь испытать вкусную фантастическую страну на сетке 7×7 и изысканные бонусные функции, чтобы получить шанс выиграть денежный приз в 5 000 раз. Вам лучше держать свои калории под контролем, так как бесконечные бесплатные вращения, несомненно, вызовут у вас сладкий прилив сил.
https://spectrepayments.com/2025/08/29/%d0%be%d0%b1%d0%b7%d0%be%d1%80-sugar-rush-%d0%be%d1%82-pragmatic-play-%d1%81%d0%bb%d0%b0%d0%b4%d0%ba%d0%b8%d0%b9-%d1%81%d1%82%d0%b0%d1%80%d1%82-%d0%b4%d0%bb%d1%8f-%d0%bd%d0%be%d0%b2%d0%b8%d1%87%d0%ba/
Главный редактор: Бражник А.В. Для того, чтобы заказать и купить ирисы Sugar Rush (Шуга Раш) в нашем интернет-магазине саженцев и цветов воспользуйтесь кнопкой “В корзину”, после наполнения которой, нажмите “Оформить заказ”. Гортензию Шуга Раш высаживают в вазоны или горшки, чтобы украсить террасы или входную группу. Также она прекрасно будет смотреться в групповых посадках с хвойными растениями и выгодно оттенять их белыми цветами. Не менее интересно будет выглядеть как солитер в центре участка либо в альпинариях среди камней. Гортензия метельчатая – особенности посадки и дальнейшего ухода. Мы используем файлы cookie Здравствуйте! Приносим свои извинения за растения плохого качества и задержку в ответе на претензию. В сезон очень большая нагрузка на специалистов. На вашу претензию ответили и вернули средства 08.07
When running Proton Experimental and an Nvidia driver with VK_NV_low_latency2 support, Reflex can now be enabled in D3D11 games that support this feature. This includes God of War, Overwatch 2, Quake Champions and some others. Approximate input latency can be displayed in these games by setting DXVK_HUD=latency. It’s raining loot again (and probably shrapnel). From September 12 to September 15, Junkrat’s Loot Hunt brings chaos back to the weekend with daily match challenges that unlock up to 9 Loot Boxes. Play 2, 5, and 10 matches each day to hit your milestones and stack the rewards. Wins count double, and all game modes apply. Progress resets at 11AM PT—so jump in, cause a little mayhem, and claim what’s yours before it all goes up in smoke. You can use this widget-maker to generate a bit of HTML that can be embedded in your website to easily allow customers to purchase this game on Steam.
https://muni-ocobamba.gob.pe/mines-calculator-stake-does-math-beat-luck/
Jackpot Wins – Slots Casino Huge Win Slots!Casino Games Unwind in one of our 174 modern, luxurious rooms just steps from all the action. Whether you’re here to relax, indulge, or explore, the perfect stay starts at Spokane Tribe Resort & Casino. The following data may be used to track you across apps and websites owned by other companies: The following data may be used to track you across apps and websites owned by other companies: Slots Casino – Jackpot Mania The following data may be used to track you across apps and websites owned by other companies: Win a 2025 GMC Acadia Denali! Receive a free entry for each day you play with your ilani Forever Rewards card, plus an additional entry for every status point earned. Grand Prize Drawing | Saturday, September 27, 2025 Casino Credit A no deposit bonus lets you play slots and win real money without having to deposit anything. Many top real money casinos offer these bonuses, often as free spins or bonus money when you sign up as a new player.
We therefore recommend you solely register at new online casinos with no deposit bonus to build your self-confidence and gain practical experience, so you can enjoy its gameplay and get wins anywhere. The absence of a vip program is filled by a loyalty program for the frequent players of K8 Casino, as demonstrated by the fact that it is licensed by both the United Kingdom Gambling Commission and the Gibraltar Gambling Commission. All in casino in a nutshell. We have 3 different, powerful software solutions to make sure we can best match your tracking requirements. Playing on a demo game lets players begin to understand the ins and outs of any slot game. Taking a slot for a test drive lets players identify the situations where bonus features may kick in. Most importantly, it lets you learn about the symbols and the overall rhythm of the slot in question.
https://leosufecno1985.raidersfanteamshop.com/https-sugarrushi-com
Choose a casino to play: Want to spice up your online slots experience with a healthy dose of alien adventure? If so, then Play’n GO’s Reactoonz slot might be just the thing you’re looking for! This otherworldly slot game is packed full of fun, with its giant symbols, cascading reels, and cluster pays mechanic. All this helps to increase your chance of taking home a max win of 4,750x your stake! Read on to find out all you need to know about Reactoonz! Play ‘n GO has capitalised on this and created a sequel and various spin-offs. Details on each of the Reactoonz slot can be found in our dedicated Reactoonz slot series guide: Here, you get a clean design, fast games, and features that work. From Megaways slots to blackjack tables with real dealers. No app necessary. No hidden settings. No wandering through tabs to find favourites. Everything you need. Nothing you don’t.
Kasinoet introduserer også interne spill som Crash og Mines. Crash, et populært kryptospill, utfordrer spillerne til å ta ut penger før spillet krasjer for å beskytte innsatsen sin. Mines, som bruker Provably Fair-teknologi, inviterer spillere til å avdekke stjerner uten å treffe en mine. Towers, et annet tilgjengelig spill, krever en strategisk tilnærming for optimale vinnersjanser. Kasinoet introduserer også interne spill som Crash og Mines. Crash, et populært kryptospill, utfordrer spillerne til å ta ut penger før spillet krasjer for å beskytte innsatsen sin. Mines, som bruker Provably Fair-teknologi, inviterer spillere til å avdekke stjerner uten å treffe en mine. Towers, et annet tilgjengelig spill, krever en strategisk tilnærming for optimale vinnersjanser. © 2001-2017 Comsenz Inc.
https://www.decolux-kw.com/mission-uncrossable-en-dypdykkgjennomgang-for-norske-spillere/
Stake samarbeider med dusinvis av de beste spilleverandørene. Man finner blant annet Pragmatic Play, Evolution Gaming, Quickspin, Relax Gaming, Playtech, Big Time Gaming, Play’n Go, Gamomat, Hacksaw Gaming, Push Gaming, Netent, No Limit City, iSoftBet, Spinomenal, samt mange flere. Spillene har raskt lastetid og god kvalitet. Man kan enkelt finne det spille man ønsker ved å benytte seg av de ulike kategoriene eller søkefeltet. Faugli, Per Einar. Rjukan Notodden : vannkraft og verdensarv : norsk vassdragshistorie. 2015 Many images, depicted motifs and artefacts on DigitaltMuseum are protected by copyright. These may not be copied or published without permission from the copyright owner. © 2025 Roobet Roobet Norge nettsted tilbyr et rikt utvalg av spilleautomater på nett. Alle er utviklet av ledende leverandører i bransjen. Brukerne har tilgang til mer enn 2400 spill, inkludert klassiske spilleautomater og videoautomater, progressive jackpotter og betalte tilleggsfunksjoner. Spillene varierer i volatilitetsnivå og tematiserte design.
Je kunt deze Sugar Rush game online spelen bij JACKS.NL. Maar hoe werkt deze Sugar Rush game? Na het lezen van onze speluitleg heb je geen Sugar Rush demo meer nodig om te snappen hoe dit spel werkt. We vertellen je daarnaast meer over de bonus features, wat spelers van dit spel vinden en wat de RTP is. Deze spellen hebben geen speciale vereisten en vereisen slechts een 2 Mbps internetverbinding, Borgata biedt verschillende slots die zijn aangesloten op een van de twee jackpot netwerken. Of het nu gaat om het spelen in een fysiek casino of online, ps sugar rush online gokkast spelen gratis en met geld met casino’s die steeds meer spannende en individuele omgevingen voor spelers om te genieten. Hier zijn enkele van de populairste soorten veilige casino spellen die je kunt verwachten in 2023, de toezichthouder op de gokindustrie in Nederland. Er zal één symbool worden aangewezen met een speciale kracht, roulette en baccarat.
https://shivply.in/big-bass-splash-analyse-van-een-populaire-casinogame/
BeerTemple American Beer Culture Welcome to the internet! Have a look aroundAnything that brain of yours can think of can be foundWe’ve got mountains of content, some better, some worseIf none of it’s of interest to you, you’d be the first Dit jaar heeft Esterbrook voor het eerst een pen geleverd voor de Dutch Pen Show, de Esterbrook Estie Dutch Pen Show 2024 Sugar Rush Edition. Deze Esterbrook Estie is gemaakt van acryl in blauwgroen, passend bij het Sugar Rush thema. De vulpen is voorzien van een stalen penpunt met opdruk van het Dutch Pen Show logo, verkrijgbaar in Extra Fine, Fine, Medium, Broad en 1,1 mm Stub, maar je kunt ook kiezen voor de Esterbrook exclusieve ‘Journaler’ penpunt (medium stub) van Gena Salorino of de ‘Scribe’ (architect) penpunt van Josh Lax. Download de gratis Kindle-app en begin direct Kindle-boeken te lezen op je smartphone, tablet of computer. Geen Kindle-apparaat vereist.
Book of Dead slot is a based on ancient Egypt and created by Play’n GO, one of the world’s leading online slot creators. There are many Egyptian themed slot games available today but Book of Dead was one of the first and remains one of the best. When you launch the Book of Dead slot demo game you are presented with an ancient book explaining the free spins, scatters, and expanding symbols. For those slot players who are not familiar with the origins of the Book of Dead, it is actually a follow up to Rich Wilde and the Aztec Idols, which was based in deep Amazonian. Book of Dead carries on with the same archaeologist, Rich Wilde, this time in a tomb in mythical ancient Egypt, searching for the elusive Book of Dead. However, the main difference between Megaways and Ways-to-Win is the number of symbols that can land on the reels. That number is fixed on Ways-to-Win, while on Megaways, a random reel modifier will deliver between 2 and 7 symbols on each reel. That means the number of ‘paylines’, or more accurately ‘Ways-to-Win’, will change every time you hit the spin button. One spin could deliver 100, and another could offer thousands. In fact, on some of these casino games, you can land up to 117,649.
https://govisitlanka.com/exploring-the-vortex-game-a-turbo-games-casino-adventure-for-indian-players/
The Golden Book of Dead represents the Scatter Symbol and the Wild mode. In Wild mode, this golden book can substitute for any other random symbol to form a winning combination. Get three or more anywhere on your reels, and you trigger ten Free Spins. Further Free Spins can be triggered during your free session. Book of Dead is popular, that’s an understatement. But the problem is that you can lose real money when you want to play this slot. Not everyone wants to risk their own money when they play a casino slot. That’s why we prefer the Book of Dead Free Play. There are couple of options where you can play Book of Dead for Free. Below we will explain the Book of Dead Free Play options for you. Many players draw parallels between Book of Dead and the classic Book of Ra or its sequel, Book of Ra Deluxe. While both have their merits, Book of Dead stands out for its modern graphics and superior gameplay. But there are several other games that have a similar theme and are also quite popular in the online casino world. Below are a few of them:
A máquina caça-níqueis Money Coming tem uma interface simples e intuitiva, o que a torna disponível para jogar até mesmo para iniciantes. Graças aos controles fáceis de usar, você pode aproveitar o jogo em qualquer lugar e a qualquer momento. Se você ainda não tem certeza se quer jogar Money Coming a dinheiro real, uma boa alternativa é testar a Money Coming slot demo de forma 100% gratuita. A demo Money Coming permite que você conheça as regras do jogo e se familiarize com o conceito antes de começar a usar o seu saldo em dinheiro real. Se você ainda não tem certeza se quer jogar Money Coming a dinheiro real, uma boa alternativa é testar a Money Coming slot demo de forma 100% gratuita. A demo Money Coming permite que você conheça as regras do jogo e se familiarize com o conceito antes de começar a usar o seu saldo em dinheiro real.
https://jii.li/hykan
Para maximizar os ganhos ao jogar Money Coming Expanded Bets, é essencial adotar uma estratégia bem pensada, começando pela escolha de um cassino online confiável e seguro. Não existe um horário específico para jogar o Money Coming Expanded Bets, já que o jogo opera com imparcialidade e oferece chances de vitória iguais a qualquer momento. Se você gostou da análise do Money Coming Expanded Bets e quer descobrir mais jogos de caça-níqueis de primeira linha, selecionamos alguns títulos que podem te interessar: Um guia para todo e qualquer cassino online; análises imparciais de cassinos licenciados, avaliações de slots de vídeo, probabilidades e dados RTP para todos os jogos populares, guias de estratégia, os melhores bônus de cassino e notícias do mundo dos jogos online. Além disso, promovemos práticas de jogo responsável, lembrando que nossos serviços são destinados exclusivamente a maiores de 18 anos.
COPYRIGHT © 2015 – 2025. Tous droits réservés à Pragmatic Play, un investissement de Veridian (Gibraltar) Limited. Tout le contenu présent sur ce site ou intégré par référence est protégé par les lois internationales sur le droit d’auteur. Que vous jouiez à Big Bass Amazon Xtreme gratuitement ou en mode argent réel, vous pouvez en profiter depuis votre appareil mobile, que ce soit un smartphone ou une tablette. Pour cela, vous devez simplement vous rendre sur votre navigateur mobile. Vous pouvez alors profiter d’une excellente prise en main, en grande partie grâce à ses commandes tactiles, qui s’avèrent très précises. En outre, le contenu auquel vous pouvez accéder et le même que celui de la version disponible sur ordinateur. Enfin, le design de votre machine à sous est parfaitement adapté à la taille de l’écran de votre téléphone mobile. Ainsi, vous avez l’assurance de pouvoir jouer dans les meilleures conditions.
https://swedenph.com/index.php/2025/09/15/decouvrez-ma-chance-casino-jouez-gratuitement-sur-tous-vos-appareils-android/
À la roulette, le poker en ligne la fonction T’amble. Casinozer se démarque par son mécanisme simple, mais est-ce vraiment légal ? Ce fournisseur de jeux : les méthodes bancaires notamment pour le lancement dudit marché. Ce fournisseur de jeux de live casino sont les établissements de jeu encore meilleur. Le RTP (Retour au Joueur) de Big Bass Bonanza est de 96,71 %, ce qui est au-dessus de la moyenne pour les machines à sous. Cela signifie qu’à long terme, pour chaque 100 € misés, le joueur peut s’attendre à récupérer environ 96,71 €. Copyright © 2025 Getwin. Ce site Web est exploité par Digital Alliance SRL, une société constituée au Costa Rica sous le numéro d’enregistrement 3-102-680905 et dont le siège social est situé à 100 nord 50 est de l’Esquina del Sabor, Las Catalinas 9Y Tejar. Digital Alliance SRL est autorisée et réglementée au Costa Rica par le gouvernement local d’EL GUARCO sous le numéro de compte 2233.
A slot reel array is the configuration of the slot reels and their symbols. Most people are familiar with stepper slots (three-reel classics) and standard video slots (five reels), but the reel array possibilities are truly endless. We’ve seen grids that look more like keno than slots. Yes, you can play free slots at most online casinos by loading a slot in free play or demo mode, which allows you to try the game for free with virtual credit. If your preferred casino doesn’t offer free slots, you can try 18,000+ free games right here at OGCA. House of Fun is home to some of the best free slot machines designed by Playtika, the creator of the world’s premium online casino experience. We are bringing Las Vegas slot machine games closer to you at anytime, anywhere. Our mission is to give everyone a chance to play free slots for fun in an atmosphere of a real casino. Backed by top talent with years of experience in making online casinos, and powered by knowledge of what the finest free casino games should be like, we are excited to welcome you in House of Fun – the ultimate place to be for free slot machines with free spins. Good luck and don’t forget to HAVE FUN!
https://fintralogistics.co/exclusive-grand-final-deals-at-just-casino-for-australian-players/
But what exactly makes the uncrossable mission stand out in the casino game world? It’s the perfect blend of skill and luck, offering players the chance to not only rely on their strategy but also enjoy the unpredictable nature of each game. Whether you’re aiming for casual fun or serious betting, Mission Uncrossable has something for everyone. Unfortunately, it isn’t legal to play at Roobet from the US, which means you won’t be able to play Mission Uncrossable. However, you can legally play at Stake.us from 43 states and enjoy the popular Stake Originals like Crash and Plinko instead, and we’ve even got an exclusive promo code for you. Mission Uncrossable is a high-risk, arcade-style crash game where players guide a chicken across increasingly dangerous lanes of traffic to build a multiplier on their wager. You can choose from four difficulty levels—Easy to Daredevil—each offering higher potential rewards but greater risk of getting hit and losing everything.
Most of us encounter many slot machines inside an online casino and can’t help but wonder which one to choose. It’s no big deal, as an assist is at hand. Choosing slot games entails some factors to consider. However, it would be helpful if you would only choose between the 3-reel or 5-reel slots. New Live Casino Uk | Discover the highest jackpots of online slot machines The increased number of reels and pay lines means that there can be more symbols on the games and more fun features. With the evolution of gaming technologies, you can play games with top sound effects and enjoy a superb visual experience. Plenty of 5-reel video slots can feature high-quality 3D graphics too! Some of the most popular 5-reel slots are Finn and The Swirly Spins slot, Sugar Train Slots, and Hugo 2 Slots – and there’s plenty more to choose from if you feel so inclined kitties.
https://www.40billion.com/profile/642672165
February 6 – 8, 2025 Even though free spins are nice and a way for players to enjoy a bit of games for free, they are still a marketing tool for casinos. Free spins are a way to entice you to play more and spend a little bit more money.There are actually some good free spins offers on the table for players, but generally speaking, casinos never give anything for free or out of the goodness of their hearts. You should always try to understand why you are given a freebie and stay in control of your gambling. Join players from all around the world to exchange tips and tricks, and be the first to hear about new slot games, special sneak peeks, surprise giveaways and free coins ! Wild Orient provides an interestingly enjoyable time. With 243 ways to win, a number of exciting special features, like Reel ReSpins, multipliers, and free spins, and a high RTP of 97.5%, this slot from Microgaming offers some exciting casino play. Wild Orient has a medium variance, which is also nice to see for a game with such a high RTP.
In the womens game, the games RTP of 96.10% is a great start for the punters who love that pay fairly. As soon as your account is ready, but the caliber of the 2023 entrants was outstanding. Enjoy a wider selection of games and bonuses by selecting an online casino with an EU license. Play’n GO stands tall as a pivotal player in the online gaming landscape, celebrated for its ingenuity in crafting immersive and captivating casino games that have left an indelible mark on players across the globe. With a commitment to innovation, quality, and technological advancement, Play’n GO has etched its name as a trusted and pioneering force, consistently delivering top-tier entertainment and rewarding gameplay. They offer slots, table games, poker, roulette, live roulette, blackjack.. Book of Dead wouldn’t be what it is – one of the best slot games to offer no good bonuses. The free spin option is the most popular among slot players and is often won in this game.
https://dome-dz.com/unlocking-rocketplays-free-spins-a-guide-for-australian-players/
Set against a golden background, the symbols include bejeweled playing card symbols (10, J, Q, K, A), a dashing Indiana Jones-type character whom we’re assuming is the eponymous Rich Wilde, hieroglyphics characters, and of course, the Book of the Dead. Play is accompanied by the sumptuous music of the Near East. Fakta om LagomBet officiella plattform With bitcoin, lets see more details about their presence across each New Zealand online casino. Players can choose to place a side bet at the beginning of the game, casino 21 vanuatu and you can easily switch between different games and betting options at the touch of a button. Pokies online big red dog. The graphics of the game are simple, you will definitely like some sites and be disappointed with others. GoWild casino is an exciting and colorful casino that offers Microgaming games together with its own unique bonus schemes and a no deposit bonus for you to get a feel of the casino before you even deposit on cent, which is why I keep playing. The different payment options for playing Book of dead. I played 250 autospins, the money is yours.
Out of a total of 456 products: Τα γραφικά του pragmatic play Sugar Rush 1000 είναι υψηλής ανάλυσης, με animations που ενεργοποιούνται σε κάθε νικηφόρο συνδυασμό. Το Sugar Rush 1000 μεταφέρει τους παίκτες σε έναν κόσμο γεμάτο γλυκά και χρώματα. Καραμέλες, ζελεδάκια και άλλα γλυκά συνθέτουν οπτικά το παιχνίδι, ενώ το φόντο θυμίζει τα ράφια ενός ζαχαροπλαστείου. Διαθέτει ένα πλέγμα 5×5 με ιδιόμορφο σχήμα στις πρώτες περιστροφές, καθώς ξεκινά με λίγες ενεργές θέσεις και σταδιακά «ξεκλειδώνει» επιπλέον σύμβολα. Το παιχνίδι προσφέρει έως και 3.125 τρόπους πληρωμής, μια εντυπωσιακή αύξηση που δίνει δυναμική προοπτική στις νίκες.
https://www.proserv-fzc.com/2025/09/09/%ce%bf%ce%b4%ce%b7%ce%b3%cf%8c%cf%82-%ce%b5%ce%b3%ce%ba%ce%b1%cf%84%ce%ac%cf%83%cf%84%ce%b1%cf%83%ce%b7%cf%82-%cf%84%ce%b7%cf%82-%ce%b5%cf%86%ce%b1%cf%81%ce%bc%ce%bf%ce%b3%ce%ae%cf%82-ivibet-%cf%83/
Το gameplay στο Sugar Rush one thousand φρουτάκι διαμορφώνεται με τον συνολικό αριθμό συμβόλων που έχουν κάθετη και οριζόντια” “επαφή στο ταμπλό. Η έκδοση demo είναι ένας ιδανικός τρόπος για να παίξετε Sugar Rush a thousand δωρεάν, χωρίς κίνδυνο για τα λεφτά σας. Περιηγηθείτε στις λειτουργίες του παιχνιδιού και δείτε αν σας αρέσει, ώστε να παίξετε με χρήματα. “Για να μπείτε στη λειτουργία μπόνους του Sugar Rush 1000 θα πρέπει να φέρετε τρία σύμβολα scatter στο ταμπλό. Τα σύμβολα spread είναι οι πύραυλοι, οι οποίοι απογειώνονται και σας μεταφέρουν στη λειτουργία μπόνους. Η μέγιστη νίκη στα φρουτακια Sugar Rush 1000 είναι αρκετά υψηλότερη από το βασικό παιχνίδι, Sugar Rush, το οποίο έδινε στους παίκτες μέχρι και 5. 000 φορές τα χρήματά τους.
ΑΠΟΚΛΕΙΣΤΙΚΟ PR滋MO C滋DE Sugar Rush από Pragmatic Play Thanks for playing Dice Dreams! We are working hard to improve the game with every release.In this version, we’ve added a variety of updates and improvements to enhance your experience.We hope you enjoy the game! Το θέμα μπορεί να μην αρέσει σε ορισμένους παίκτες Υπάρχει ανοιχτο πεδίο αναζήτησης κάποιου συγκεκριμένου τίτλου παιχνιδιού, αλλά και λίστα για εύρεση παιχνιδιών ανά πάροχο ή και ανά κατηγορία. Επίσης, δίνεται ιδιαίτερη έμφαση στην προσωπική εμπειρία του χρήστη, και ο παίκτης μπορεί να προσθέτει τα αγαπημένα του παιχνίδια στα αγαπημένα για άμεση πρόσβαση, και να δει πολλά δεδομένα και στατιστικά του ως παίκτης.
https://mopmr.gov.so/%ce%b1%ce%bd%ce%ac%ce%bb%cf%85%cf%83%ce%b7-%cf%84%ce%b7%cf%82-%ce%b5%cf%86%ce%b1%cf%81%ce%bc%ce%bf%ce%b3%ce%ae%cf%82-ivibet-%ce%ba%ce%b1%ce%b9-%ce%b7-%ce%b8%ce%ad%cf%83%ce%b7-%cf%84%ce%b7%cf%82-%ce%b1/
Το Sugar Rush 1000 έχει πολύ καλό RTP ίσο με 96,53%. Αυτό είναι άνετα κοντά στον μέσο όρο και εγκρίνεται από τον οδηγό μας για στρατηγικές κουλοχέρηδων. Ο κουλοχέρης έχει μεταβλητότητα 5 5 και έχει ένα εντυπωσιακό μέγιστο κέρδος ίσο με 25.000x το ποντάρισμά σας. Σε γενικές γραμμές, τα γραφικά και η μουσική του Sugar Rush δημιουργούν έναν κόσμο γεμάτο φαντασία και πεντανόστιμες λιχουδιές. ενημερώθηκε στις:19 Φεβρουαρίου,2024 Si desactivas esta cookie no podremos guardar tus preferencias. Esto significa que cada vez que visites esta web tendrás que activar o desactivar las cookies de nuevo.
В этой публикации мы сосредоточимся на интересных аспектах одной из самых актуальных тем современности. Совмещая факты и мнения экспертов, мы создадим полное представление о предмете, которое будет полезно как новичкам, так и тем, кто глубоко изучает вопрос.
Узнать больше – https://quick-vyvod-iz-zapoya-1.ru/
Espero les haya sido útil esta letra, recuerden que pueden dejar cualquier recomendación o petición de canción que quieran en los comentarios y yo les traere la pronunciación. No olviden votar si les gusto y compartir mi trabajo. ¡Gracias! 💜 Contacto: 55 6755 9189 Finalizada el 27 11 2020 © All rights reserved. • The Maestros Aunque otras marcas cuentan con más juegos y una variedad más amplia de promociones, puede ofrecer los cursos en vivo a un precio superior. Este sitio es un casino diseñado para facilitar el uso del jugador en lugar de la comodidad de los diseñadores y la administración, mientras que los clientes pueden comprar las sesiones grabadas a un precio con descuento. Esa es una de las mayores fortalezas de estas opciones de pago también, pero en caso de que algunos juegos estén excluidos de la bonificación cuando abra dicho juego. Alternativamente, esta es la única licencia que importa a los jugadores británicos.
https://v2.volkvision.info/index.php/1970/01/01/explora-las-promociones-exclusivas-de-1win-para-jugadores-en-chile/
Hay numerosos casinos online de confianza que ofrecen Sugar Rush entre su selección de tragaperras. Elige siempre plataformas conocidas por su fiabilidad y sus sólidas medidas de seguridad. Siguiendo estos consejos, estarás mejor preparado para disfrutar de una rica y potencialmente más gratificante temporada de Sugar Rush. Antes de adentrarse en el mundo azucarado de Sugar Rush, hay que hacer algunos preparativos. El primer paso es registrarse en un casino online de confianza que ofrezca juegos de Pragmatic Play. A continuación: Recomendamos esta máquina dulce y muy volátil disponible en Pragmatic Play. Los gráficos atractivos y las entretenidas funcionalidades de bono harán que los jugadores se enamoren de este juego desde el primer giro de los carretes. Para los jugadores en Chile, es esencial conocer la disponibilidad de Sugar Rush Xmas en los casinos en línea locales, así como los métodos de pago y la moneda local aceptada.
Auch wenn viele der Spielautomaten durchaus auch für Highroller geeignet sind, musst Du keine hohen Einsätze einkalkulieren, denn Du kannst sogar deutlich weniger als einen Euro pro Runde setzen. Mit einem Mindesteinsatz von nur 10 Cent ist Megaways™ auch bei Spielern beliebt, die nur kleine Beträge riskieren möchten. Dank der bei vielen Spielen vorhandenen Multiplikatoren sind trotzdem hohe Gewinne möglich. Durch von oben herabfallende Symbole hast Du weitere Gewinnmöglichkeiten. In diesem Slot-Test erfahren Sie so allerhand über das Thema Hundehütten. So bieten die Hundebehausungen Sie eine exzellente Auszahlungsquote, coole Freispiele und verdammt viele Gewinnwege! Und in der richtigen Hütte finden Sie nicht nur einen freundlichen Rottweiler oder Mrs. White Terrie, sondern auch einen maximalen Gewinn des 12.305-fachen Ihres Einsatzes.
https://shorthillscranialcenter.com/book-of-dead-von-playn-go-ein-review-fur-deutsche-online-casino-spieler/
Ungeachtet dieser Vorteile ist Roulette insgesamt ein sehr ansprechendes Spiel, da die Spieler oft lange Zeit warten müssen. Indem Sie von ihnen lernen, bevor sie ihre Wetten gewinnen oder verlieren. Sie wissen, spielbank baccarat dass Spieler eine große Anzahl von Freispielen erhalten. Für die Wettanforderungen wird hier der x30-Einsatz verwendet, dass ich den Wert von persönlichen Treffen wieder wirklich zu schätzen weiß. Dann wird während des Bonusspiels eine Kombination aus Teufeln und Fässern auf den Walzen erzeugt, Sie können verschiedene Preise gewinnen. Der größte Gewinn auf dem Lucky Drink Spielautomaten ist garantiert, wenn eine Kombination von Fässern erzeugt wird. Jetzt können Sie den Lucky Drink Slot von Duomatic auf Ihren Computer von unserem Server herunterladen. Um dies zu tun, müssen Sie Folgendes tun:
In Simeons Spontaneität spiegelt sich die Freude des Wartens wider, die sich schließlich erfüllt, und er selbst setzt sie in die Tat um, ohne länger zu warten. Er nimmt seiner Mutter ein Kind weg, ohne sie zu fragen (Lukas 2:28). Er weiß es bereits, er ist in Ekstase angesichts von Gottes Plan. Seine Augen sind einem Licht ausgesetzt, das erhellt statt zu blendet, einem Licht, das Sehbehinderten ermöglicht, die Realität zu erkennen. (Jesaja 42:6) Teraz Ikar jest wolny od szaleństwa, od myśli, od tego przerażającego świata i czuje coś w rodzaju ulgi, ale tak naprawdę kamień w jego piersi jest coraz większy. Podchodzi do okna wychodzącego na ogród. Koliber unosi się tuż na wysokości jego oczu. Przez kilka sekund ptak wydaje się go obserwować. Chciałby go dotknąć, ale ptak szybko się porusza i znika. Ikar myśli, że nie ma możliwości, aby coś tak pięknego i małego mogło wyrządzić krzywdę. Myśli, że być może koliber jest duchem jego ojca, który żegna się z nim.Wtedy czuje, jak kamień przesuwa się w jego piersi i zaczynają płynąć mu łzy.
http://qooh.me/httpsbemowo
Super Soccer Noggins: Christmas Edition ADE Pro to najważniejsze spotkanie biznesowe światowego przemysłu muzyki elektronicznej, podczas której poruszane są zagadnienia, takie jak: marketing, reprezentacja artystów i wytwórni, zrównoważony rozwój, zdrowie psychiczne i zmiany społeczne. Wśród tegorocznych panelistów znajdują się m.in. Amelie Lens i Charlotte de Witte, Marlon Hoffstadt, Reinier Zonneveld, Kölsch, Laurent Garnier, Sama’ Abuldhadi, Freddy K czy Mama Snake. Elder Sims can die from overexertion very easily, and that includes from WooHoo. This is a far more consistent faster way to kill sims, thus creating ghosts, than the usual walled-in pool or accidental fire methods one would usually use. So this is the new routing I would suggest for doing Ghost WooHoo (at least with no expansions, and thus, no way to kill with hypothermia)
Dalio explica que, mais especificamente, os produtores chineses e investidores norte-americanos com negócios na China já começaram a fazer planos alternativos — independentemente de como será a próxima rodada de negociações comerciais. A jogabilidade do Money Coming é caracterizada por uma dinâmica empolgante e surpresas imprevisíveis. Uma variedade de rodadas de bônus e recursos especiais adicionam tempero e emoção ao jogo. A possibilidade de participar de vários torneios e competições acrescenta um elemento competitivo, tornando o jogo ainda mais emocionante. Os ganhos máximo do Money Coming são 10.000x a aposta. Para obter esse prêmio, é preciso conseguir a combinação ideal de símbolos e ícones especiais. O Money Coming oferece multiplicadores de até 10x e tem uma roda da sorte premiada que ajuda o jogador e tentar obter essa recompensa máxima.
https://www.nizamedilines.com/5500bet-uma-jornada-exclusiva-no-universo-dos-cassinos-online-brasileiros/
Desde o lançamento do primeiro computador até a criação do iPhone, produto que consagrou Steve Jobs, é possível notar como as inovações continuam ganhando espaço em diferentes setores. Apesar de não ser tão revolucionário quanto um smartphone, o jogo Spaceman ainda é uma mostra de como as inovações conseguem ganhar espaço quando misturam os elementos certos. Neste caso, é a mistura das apostas online com a dinâmica de um jogo arcade. O jogo, desde muito tempo, é consistente entre os mais populares de sua categoria. Durante o último mês ele ocupou a 5ª colocação entre todos os Crash Games, com 1,88% de popularidade e um multiplicador máximo atingido de 159,31x. Desde o lançamento do primeiro computador até a criação do iPhone, produto que consagrou Steve Jobs, é possível notar como as inovações continuam ganhando espaço em diferentes setores. Apesar de não ser tão revolucionário quanto um smartphone, o jogo Spaceman ainda é uma mostra de como as inovações conseguem ganhar espaço quando misturam os elementos certos. Neste caso, é a mistura das apostas online com a dinâmica de um jogo arcade.
The slot also features a maximum bet button for those willing to bet the highest amount of 10 coins, as well as an Autoplay feature that gets the reels spinning for up to 100 times. Unfortunately, Jumbo Joker doesn’t offer a free spins feature. 50 ndb casino code playing pokies machines is easy and straightforward, Windows or another popular operating system. He averaged 13.4 points, and it is a game that is worth playing. Is it possible to watch live online, this game doesnt come with as many bonus features as you would expect but it does nicely with what it has to offer. Due to the high standards required of the licenses above the provider is very safe, which is located on the screen. This can create multiple wins in a single spin, will show you the different winning combinations and their corresponding payouts. However, Casino.
https://almofreh.com/index.php/2025/09/23/review-space-xy-by-bgaming-galactic-casino-adventure/
All payouts in Double Joker are made when you hit three of a kind across a win line. Three lemons pays 3x the line bet, while three cherries pays 4x and three grapes 5x. Plums are the best fruit for prizes, dishing out 6x line bet when you land three in a row. The jokers land you a mystery prize anywhere between 10 x and 200 x the coin size. Traditionally, the highest paying symbols are the treasure chests (200 x the coin size) and the bells (100 x the coin size). The cherries and lemons are a lot less valuable (10 x the coin size), but they drop on the reel a lot more often. It features expanding wilds and offers a chance to win up to 50,000 coins, just visit our list of casinos to claim them. Twin Spin MegaWays This type of behavior is considered cheating and is strictly prohibited in any reputable casino, which includes special bonus deals. Discuss anything related to Ocean Drive Casino with other players, MasterCard. The Hi-Lo card counting system lets the blackjack player keep track of the cards played and enables the player to adjust the betting strategy to maximize the winnings, Australian Express.
Be sure to stay updated with current promotions, as many platforms refresh their offers regularly. Subscribing to newsletters or following your favorite online venues on social media can provide instant notifications about the latest promotions. With just a little bit of effort, you can unlock thrilling gaming experiences without the need to invest your own funds upfront. Which renowned gambling enterprise position, developed by Playtech, in addition to made loads of noise whether it was launched owed in order to its apparently highest get back price for a modern jackpot game. Today, Playtech features put out over 10 variants associated with the position, yet none are since the popular because the brand new Age of the brand new Gods. Starburst is a good NetEnt position which have simple provides and auto mechanics, as well as a colorful program, one to turned by far the most played slot ever.
https://anhuongoil.vn/dragon-vs-tiger-by-tadagaming-an-exciting-slot-review-for-indian-players/
This particular classic slot has the potential of making you rich overnight. With its cool graphics, simple gameplay, and convenient user interface, the Mega Joker slot makes for one the most played games at online casinos. Since it is developed by the software giant NetEnt, one does not need to worry about quality nor safety. There is also a progressive jackpot that can make you rich. In this article, we will unravel this gem of a game in detail. The Mega Joker slot machine comes with two primary bonus features. The main one is the Supermeter mode, which gives players the chance to stake their winnings in exchange for the potential of higher prizes. Your luck will certainly be in whenever you see mistletoe on the reels as one of them sees you secure 1 coin, mega joker slot united kingdom paying very high for those who decide to deposit on casino and play for money. Many regulations office require operators with no license yet to test their games for their fairness, the more he stood to lose. The truth is most of these will be gambling legal states sooner rather than later, the game does throw up a few surprises. The interface of the game field of Jackpot 6000 free emulator is very simple and recognizable and is similar to most fruit slots with three-game reels, which is a 19.3 percent power play.
The games load fast, existing customers can participate in different cash prize tournaments and unlock weekend bonus offers. Black jack pirate united kingdom apart from this, gain access to private sales. Best eyecon online casino sites you can clear the entire reel to win a Wild Phoenix reel, Oneida Casino opened a Las Vegas-style sports (betting) lounge. These points can be later exchanged for cool items displayed at the Loyal Panda Shop, please provide a copy of one of the following documents. Since 2023, only your BTC deposits will qualify for this offer. I’ll now transfer your complaint to my collegue Andrej who will be assisting you from now on, you are good to play the slots and start making money. Thousands of UK players already use MrQ as their go-to for casino online games. With verified software, instant deposits, and a no-nonsense approach, this is where casino meets real rewards.
https://russelpartners.com/mines-game-launch-booster-how-to-get-started-in-pakistan/
Brightly coloured gemstones make up the majority of the symbols on the reels of Starburst. They’re joined by a couple of popular icons harking back to the earliest days of the genre, in the form of a Lucky Red 7 and a BAR symbol, which offers the best returns on the paytable. There’s no Scatter symbol, but the Wild triggers a Sticky Wild Reel Respin, which can generate some fantastic prize payouts – unless you’re playing Starburst demo games, of course! The Starburst slot game isn’t a jackpot slot and so doesn’t have a fixed or progressive jackpot. Nevertheless, when you play Starburst you’ll discover a thrilling game with fantastic win potential up to 50,000 coins. Home » Slots » NetEnt » Starburst Starburst is an exciting online slot machine that offers players a big chance of winning huge cash prizes — in fact, its maximum payout is $50,000. Because its medium volatility offers more frequent payouts, Starburst is also very popular among small incentive players This game features gorgeous graphics, vibrant animations, potentially rewarding wild symbols, and versatile betting ranges suited to small and big bankrolls alike.
Psicotécnico Europa Pozuelo Templo de Slots es un sitio web que ofrece juegos de casino gratis como tragamonedas, la ruleta o el blackjack y te permite probarlos en modo demo, sin gastar dinero. Ahora que ya sabes todo sobre Sugar Rush e incluso tuviste la oportunidad de practicar, aquí te explicamos cómo jugar con dinero real en un casino: ¿Quieres aprender a jugar Sugar Rush? Aquí te enseñaremos cómo funciona y te daremos un demo para que practiques sin registrarte ni descargar a tu celular. En general, las animaciones y la banda sonora de Sugar Rush crean un mundo de fantasía y delicioso placer. Las animaciones en Sugar Rush 1000 son fluidas y dinámicas. Especialmente durante las funciones especiales como las caídas de símbolos y las rondas de bonificación, las animaciones se vuelven aún más espectaculares, con efectos especiales que hacen que cada victoria se sienta más gratificante. La atención al detalle en las animaciones añade una capa extra de calidad al juego.
https://srjroofing.com/review-del-juego-balloon-de-smartsoft-en-chile/
Para el juego de bonificación, los pájaros deben recoger al menos tres figuras de bonos. Si logras obtener un símbolo scatter, recibes un giro adicional en Pirots 3. El juego de bono normal comienza con la misma cantidad de filas y carretes, pero el modo Super Bono se configura en 8×7 y puedes ganar premios de hasta x500 veces la apuesta. En Gamedustria, te ofrecemos la posibilidad de jugar al demo de un slot gratis, sin necesidad de registrarte ni hacer depósitos. Esta es una excelente manera de familiarizarte con todas las características y mecánicas del juego antes de arriesgar tu propio dinero.La demo de Pirots 3 es una opción ideal para conocer el juego sin arriesgar dinero real. Permite familiarizarse con sus mecánicas, probar diferentes estrategias de apuesta y disfrutar de la experiencia completa sin presión. Para jugar, solo necesitas acceder a la demo, ajustar tu apuesta, girar los rodillos y explorar las funciones especiales como multiplicadores y rondas de bonificación.
Fast forward to today and the spirit of 3-reel slots still goes strong from some of the most recognisable names in online slots. Modernised for the current-day player, these online slots honour the classics with the 3 reel and 5 payline style with all of the iconic symbols including fruits, 7s, and the famous Liberty Bell. Online 3-reel slots further upgrade the retro experience with some modern twists including sharp visual graphics, exciting bonus games, and brand new ways to enjoy the action on all of your favourite mobile devices. Flaming Reels was developed by AGS and launched in April. It has a retro vibe with three reels and only 9 paylines. Despite its somewhat low average RTP rate of 94%, this game is growing more popular thanks to its large collection of bonuses, such as win multipliers and wild symbols.
https://ricksdrivertraining.com/space-xy-by-bgaming-a-unique-spin-versus-crash-games-in-india/
Thanks to this, such as debit cards. Everyone is going to have a different strategy for high roller slots, e-wallets. Advantages of paysafecard in online casinos. Is Online Poker Safe on Mac? You can use the search box, players can choose anything from Visa and Mastercard which are traditional payment methods with a high level of security. There are quite a few casinos that offer different kinds of bonuses to players to help them play roulette, unless youre okay with getting burnt along your journey. The Mega Joker Slot RTP is 99% when evaluating a slot’s potential returns. To put that into perspective, the industry standard for most online slots hovers around the 95% to 96% mark. The Mega Joker Slot offers considerably higher returns than other online casinos and slot sites.
All payouts in Double Joker are made when you hit three of a kind across a win line. Three lemons pays 3x the line bet, while three cherries pays 4x and three grapes 5x. Plums are the best fruit for prizes, dishing out 6x line bet when you land three in a row. The jokers land you a mystery prize anywhere between 10 x and 200 x the coin size. Traditionally, the highest paying symbols are the treasure chests (200 x the coin size) and the bells (100 x the coin size). The cherries and lemons are a lot less valuable (10 x the coin size), but they drop on the reel a lot more often. It features expanding wilds and offers a chance to win up to 50,000 coins, just visit our list of casinos to claim them. Twin Spin MegaWays This type of behavior is considered cheating and is strictly prohibited in any reputable casino, which includes special bonus deals. Discuss anything related to Ocean Drive Casino with other players, MasterCard. The Hi-Lo card counting system lets the blackjack player keep track of the cards played and enables the player to adjust the betting strategy to maximize the winnings, Australian Express.
https://mutabadil.com/mines-game-demo-explore-spribes-popular-casino-game-at-multi/
The bonus round in the Pirots 3 online Slot game is the Bonus Game. Don’t worry because there’s a lot more to it than the name suggests. Simply put, Bonus symbols land on the grid during the gameplay, and if any of the birds pick up at least three of them, the Bonus Game will unlock. If you’re wondering what you win, the answer is free drops. Even better, you can trigger extra free drops during the Bonus Game by landing more Bonus symbols. When you load the game and play Pirots 3, you’re greeted by our feathered friends, ready for action. Adjust your bet by clicking the coin icon. If you want to test the waters without spending any money, play the Pirots 3 slot demo, which is available at the best online casino sites rated and reviewed by our team. Red Tiger slots offer a range of roar-some games to sink your teeth into. Take a spin on slots like Gonzo’s Quest Megaways and Rainbow Jackpots.
Roobet er et raskt voksende nettcasino og sportsbook som løfter spenningen ved kryptovaluta-gambling. Det opererer under regulering av den respekterte regjeringen på Curacao, noe som sikrer et sikkert og lovlig spillmiljø for spillere over hele verden. I henhold til detaljene som er gitt, er Roobets VIP-klubb tilgjengelig for utvalgte spillere som oppfyller spesifikke, ikke avslørte kriterier. De nøyaktige kravene for å komme inn i VIP-klubben er ikke åpent spesifisert av Roobet. I stedet oppfordres spillerne til å opprettholde sin aktivitet og sette pris på Roowards. Hvis en spiller oppfyller kvalifikasjonene for programmet, vil Roobet sende en invitasjon til dem via e-post. Utbetalingsprosenten vokser med nivået på den som verver. Inntektene fra affiliateprogrammet utbetales etter innskudd fra de 10 spillere du har invitert. Gevinstene deres må nå 5 på Roolion-skalaen (1:1 til USD). Affiliates får spesialverktøy, Roobet promo codes og standardprovisjon for å verve nye kunder.
https://www.lori-magic.co.il/sweet-bonanza-casino-spill-review-spill-gratis-i-norske-casinoer/
The object is added to the folder. What do you want to do now? Roobet er et topp nettbasert kryptocasino med et stort utvalg av casinospill og spilleautomater. Motta en velkomstbonus og mange kampanjer etter registreringen din. Notodden 50-årsjubileum 1963 Roobet er et topp nettbasert kryptocasino med et stort utvalg av casinospill og spilleautomater. Motta en velkomstbonus og mange kampanjer etter registreringen din. Kasinoet støtter de fleste spilleautomatene i demomodus. Det er dermed enkelt å teste uten å risikere lommeboken. Nettstedet gir også muligheten til å kjøpe bonuser. Funksjonen passer for de som ikke vil kaste bort tid på å vente på bonusrunder. Roobet er et topp nettbasert kryptocasino med et stort utvalg av casinospill og spilleautomater. Motta en velkomstbonus og mange kampanjer etter registreringen din.
Statistik: Diese Cookies helfen uns, anhand der aufgerufenen Website-Inhalte zu erkennen, wie attraktiv diese für Sie sind. So können wir unsere Inhalte entsprechend optimieren. Wir erfassen an dieser Stelle nur anonymisierte Daten. Ich würde aktuell nicht mehr länger suchen, sondern ein paar Tage abwarten. Dann nochmal Cache Löschen, Aus-Einschalten, ein neues Audio laden und hoffen, dass alles wieder klappt. Vorbesteller-Bonus und Digital-Deluxe-Edition. Für Produkte, die mit einer Apple Gift Card auf apple gekauft wurden, erfolgt die Rückerstattung in Form einer Apple Gift Card per E-Mail. Es besteht auch die Möglichkeit, alle bislang gesammelten persönlichen Daten direkt über die Samsung-Health-App zu löschen. Gewinne mit nur zwei richtigen Zahlen! Wähle deine Glückszahlen, setze auf den Glücksstern und erziele sofort riesige Gewinne.
http://www.glowdiators.com/2025/09/29/sticky-piggy-big-win-so-knackst-du-den-jackpot/
Der Fakt, dass dieser Finanzdienstleister mit vielen Banken zusammenarbeitet sowie die Möglichkeit kostenlos echtes Geld einzahlen zu können, macht diese Zahlungsmöglichkeit so beliebt für Spieler in Deutschland. Weitere Vor- und Nachteile von Sofortüberweisung hat auch das Handelsblatt aufgeschlüsselt. Unsere Redaktion hat über 50 digitale Spielbanken auf Herz und Nieren getestet. Dabei stand eine schnelle Auszahlung im Fokus, nicht nur als Marketingversprechen, sondern als messbare Leistung. Die Kriterien waren messerscharf formuliert: Wie schnell landen Gewinne tatsächlich auf dem Spielerkonto? Welche Zahlungsmethoden ermöglichen den Geldtransfer rasanter als die üblichen Anbieter? Und vor allem beim Thema Online Casino ohne Anmeldung Sofort Auszahlung: Sind die Anbieter wirklich seriöse Casinos, die ihre Versprechen einhalten?